






























Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAG
Förpackning: Vakuumförpackning
Märke: DAG
Förpackning: plastpåse + svamp + kartonger med skumförpackning

JÄMFÖRPRIS: USD 1 / Piece/Pieces
Min.Order
JÄMFÖRPRIS
1 Piece/Pieces
USD 1 / Piece/Pieces
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Märke: DAYUE
Förpackning: Vakuumförpackning
Tryckgjutning är en metallgjutningsprocess som kännetecknas av att tvinga smält metall under högt tryck in i en formkavitet . Formhåligheten är skapad med användning av två härdade verktygsstål formar som har bearbetats till form och arbetar på liknande sätt som en sprutform under processen. Flesta dö gjutgods är tillverkade av icke-järnmetaller , speciellt zink , koppar , aluminium , magnesium , bly , tenn , och tenn -baserade legeringar. Beroende på vilken typ av metall som gjuts används en varm- eller kallkammarmaskin.
Gjutningsutrustningen och metallformarna representerar stora kapitalkostnader och detta tenderar att begränsa processen till högvolymproduktion. Tillverkning av delar med gjutning är relativt enkel och innefattar endast fyra huvudsteg, vilket håller de tilläggskostnaderna per artikel låg. Det passar speciellt för en stor mängd små till medelstora gjutgods, varför pressgjutning producerar mer gjutgods än någon annan gjutningsprocess. Gjutgjutning kännetecknas av en mycket god ytfinish (med gjutnormer) och dimensionell konsistens.
Matriser och komponentmaterial och hårdhet för olika gjutmetaller
Die-komponent
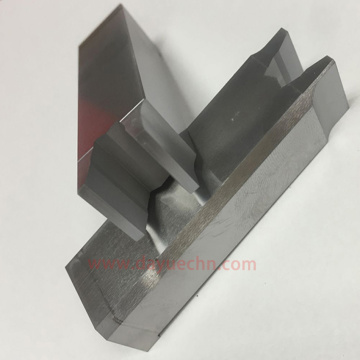
Kavitetsinsatser
kärnor
Kärnstift
Sprue delar
Munstycke
Ejektorstift
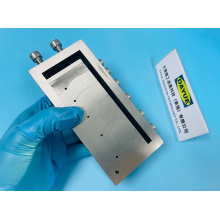
Kolvskottets hylsa
Hållare block
Två munstycken används vid gjutning; den ena kallas "täcken dör halv" och den andra "ejektorn dör halv". Där de möts kallas skiljelinjen . Täckmunstycket innehåller spruen (för varmkammarmaskiner) eller skotthål (för kallkammarmaskiner), som tillåter att den smälta metallen flyter in i munstyckena; denna funktion matchar injektionsmunstycket på varmkammarmaskinerna eller skottkammaren i kallkammarmaskinerna. Ejektorstansen innehåller ejektorstiften och vanligtvis löparen , som är banan från sprue eller skotthål till formhålan. Täckmunstycket är fäst på den stationära eller främre plattan på gjutmaskinen, medan ejektorstången är fäst vid den rörliga plattan. Formkaviteten skärs i två kavitetsinsatser , som är separata bitar som relativt enkelt kan bytas ut och bultas in i munstyckshalvorna.
Munstyckena är utformade så att den färdiga gjutningen kommer att glida bort från hylsan på munstycket och stanna i ejektorns hälft när munstyckena öppnas. Detta säkerställer att gjutningen kommer att matas ut varje cykel eftersom ejektorhalvan innehåller ejektorstiften för att skjuta ut gjutningen från den matrishalvan. Ejektorstiften drivs av en ejektorstiftplatta , som exakt driver alla stiften samtidigt och med samma kraft, så att gjutningen inte skadas. Ejektorstiftplattan drar också in stiften efter att ha kastat ut gjutningen för att förbereda för nästa skott. Det måste finnas tillräckligt med ejektorstift för att hålla den totala kraften på varje stift låg, eftersom gjutningen fortfarande är varm och kan skadas av överdriven kraft. Stiften lämnar fortfarande ett märke, så de måste vara belägna på platser där dessa märken inte hindrar gjutningens syfte.
Andra matriskomponenter inkluderar kärnor och objektglas . Kärnor är komponenter som vanligtvis producerar hål eller öppningar, men de kan också användas för att skapa andra detaljer. Det finns tre typer av kärnor: fast, rörlig och lös. Fasta kärnor är sådana som är orienterade parallellt med munstyckets dragriktning (dvs riktningen som munstyckena öppnar), därför är de fixerade eller permanent fästa vid munstycket. Rörliga kärnor är sådana som är orienterade på något annat sätt än parallellt med dragriktningen. Dessa kärnor måste tas bort från munstycket efter att skottet stelnar, men innan munstyckena öppnas med en separat mekanism. Slides liknar rörliga kärnor, förutom att de används för att bilda underskurna ytor. Användningen av rörliga kärnor och objektglas ökar avsevärt kostnaden för matrisen. [16] Lösa kärnor, även kallade pick-outs , används för att kasta intrikata funktioner, t.ex. gängade hål . Dessa lösa kärnor förs in i matrisen för hand före varje cykel och kastas sedan ut med delen i slutet av cykeln. Kärnan måste då tas bort för hand. Lösa kärnor är den dyraste typen av kärna på grund av extra arbetskraft och ökad cykeltid. Andra funktioner i formen inkluderar vattenkylningskanaler och ventiler längs skiljelinjerna . Dessa ventiler är vanligtvis breda och tunna (ungefär 0,13 mm eller 0,005 tum) så att när den smälta metallen börjar fylla dem, stelnar metallen snabbt och minimerar skrot. Inga stigare används eftersom det höga trycket säkerställer en kontinuerlig matning av metall från grinden.
De viktigaste materialegenskaperna för formarna är termisk chockbeständighet och mjukgöring vid förhöjd temperatur; andra viktiga egenskaper inkluderar härdbarhet , bearbetbarhet , värmekontrollmotstånd, svetsbarhet, tillgänglighet (speciellt för större munstycken) och kostnad. En munstycks livslängd är direkt beroende av temperaturen på den smälta metallen och cykeltiden. De gjutformar som används vid gjutning är vanligtvis gjorda av härdat verktygsstål , eftersom gjutjärn inte tål de höga tryck som är involverade, därför är gjutformarna mycket dyra, vilket resulterar i höga startkostnader. Metaller som gjuts vid högre temperaturer kräver matriser tillverkade av högre legeringsstål .
Heta produkter
Nya produkter


Zirconia keramiska ringarbearbetning för halvledarapplikationer

CNC-DREHTEILE / PRÄZIONSDREHTEILE CNC-FRÄSTEILE TITAN / STAHL / MESSING / KUPFER / ALU / KUNSTSTOFF

Schnecken und Schneckenräder - maskar och maskväxlar bearbetning

Hartmetall-Werkzeuge und Hartmetall-Produkte Einspritzdüsen / Lochstempel



Aluminiumoxid-Zirkonoxid-Siliziumkarbid-Siliziumnitrid Technische-Keramik Zeichnungsteile
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.